Идентификация и аргументация выбора типа продукции рекомендованной для производства
с армированием (после срезки корешковых сгибов делают поперечные пропилы, в них вводят нити, поверх наклеивается марля и вдавливается в пропилы).
Варианты КБС, в которых тетради скрепляются в блок не проходя фрезерование, объединены во вторую группу. В настоящее время они используются очень редко.
В третью группу входят способы КБС, где корешковые фальцы тетрадей разрушаются частично. Возможные варианта исполнения:
перфорация корешковых сгибов;
фрезерование нескольких небольших зон вдоль корешковых фальцев;
фрезерование средней части корешка.
Первый используют в производстве беловых товаров, а два последних — объемных изданий.
Рассмотрим подробно самый распространенный способ КБС с фрезерованием корешковых фальцев и последующим торшонированием.
Сфальцованные тетради сталкиваются, чтобы в готовом издании не было перекосов. Для этой цели служат джоггеры, сталкиватели. Затем блок тетрадей помещается в машину. Последовательность обработки следующая: фрезерование корешка > удаление пыли > торшонирование > заклейка корешка > присоединение к блоку обложки > обжим корешка или прессование. Перед фрезерованием блок помещается в зажимы каретки. Она транспортирует блок в секцию фрезерования, где корешковые сгибы срезаются. Благодаря фрезерованию, клей сможет проникнуть между листами и скрепить их друг с другом.
Глубина среза определяется объемом тетрадей, входящих в состав блока, и видом бумаги. Срез должен быть достаточным для удаления внутренних корешковых фальцев тетрадей (в среднем — 4 мм).
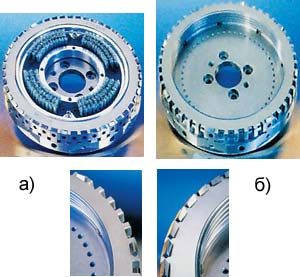
На поточных линиях предусмотрено двойное фрезерование. Первый раз производится глубокое фрезерование — срезаются все корешковые фальцы. Вторичный срез служит для сглаживания поверхности корешка и удаления крупных вырывов бумаги. Здесь глубина среза в 5-10 раз меньше, чем при первичном фрезеровании. В этом случае, вместо фрезы на некоторых машинах используются специальные инструменты (рис. 2).
|
|
|
Рис. 2. Инструменты для обработки корешка после фрезерования, использующиеся на машинах Kolbus: а) насадка для микро-торшонирования со встроенными щетками б) насадка для торшонирования |
Следующая операция — удаление бумажной пыли. Теперь клей сможет проникнуть в поры бумаги и скрепить листы наилучшим образом. Клей наносится специальными роликами.
|
|
|
Рис. 3. Клеевой аппарат машины Amigo Plus |

Первый наносящий клей ролик устанавливается почти вплотную к корешку для лучшего смачивания поверхности. Второй помещается на некотором расстоянии, его функция — выровнять клеевой слой и снять излишки. Блок проклеивается сначала со стороны корешка, затем следует боковая проклейка. Клеевой аппарат изображен на рис. 3.
На некоторых машинах (например, на заклеечно-окантовочной машине Sigloсh SB 6000 и поточной линии Muller Martini Corona) возможна заклейка корешка в два этапа. Сначала наносится тонкий слой клея с малой вязкостью. Он смачивает поверхность и проникает в глубь бумаги. Далее следует промежуточная сушка — облучение ИК-лампами. Использование предварительной, первичной заклейки корешка позволяет создать более прочное соединение блока за счет улучшения адгезии (прилипания) между слоями клея. Второй раз наносится толстый слой клея большей вязкости. Таким образом, создается пленка, которая благодаря своим когезионным свойствам (внутренней прочности), скрепляет книжный блок. При использовании термоклея ИК-сушка позволяет увеличить открытое время (время потери липкости), которое должно быть больше временного интервала от нанесения клея до операции склеивания, т. е. не дает возможности клею быстро схватываться.